 英语
英语 阿拉伯语
阿拉伯语 西班牙语
西班牙语 俄语
俄语 中文简体
中文简体






浙江隆泰医疗科技有限公司
2024年度温室气体排放报告
报告主体:浙江隆泰医疗科技有限公司
报告年度:2024年
报告日期:2025年5月20日
声 明
我们深知温室气体排放对自然生态系统和人类生存环境的冲击,因此基于可持续发展的环境理念和履行企业社会责任的义务,积极致力于温室气体排放盘查,掌握企业温室气体排放情况,从而进行有效的碳资产管理,以利于公司掌控及管理温室气体排放现状,并依据盘查结果,进一步推动温室气体自愿减排相关计划,实现公司的低碳运营。
据此,依据《工业其他行业企业温室气体排放核算方法与报告指南(试行)》,浙江隆泰医疗科技有限公司对2024年度的温室气体排放情况进行了盘查。以期在把握现状的基础上积极寻求减少温室气体排放的途径和手段,降低自身对气候变化的不利影响,塑造绿色的企业形象。经盘查,本公司2024年度温室气体排放量总计为8271tCO2。在保持现有良好数据记录的基础上,针对现存的不足,还需要进一步完善相关工作,如资料统计、仪表校准、记录等,为将来收集可以核证的证据奠定基础。
浙江隆泰医疗科技有限公司
2025年5月20日
目 录
企业基本情况
(一)企业概况
浙江隆泰医疗科技有限公司成立于2012年,注册资金5000万元,地址位于浙江省湖州市德清县阜溪街道双山路277号,是一家集抗菌创口敷料、造口袋、医用卫生材料的研发、生产及销售为一体的企业。已形成伤口护理、急救、微创等十二大系列上百个品种的生产能力,是目前国内高端医疗敷料行业领跑者,全球领先的高端医用敷料以及整体性解决方案供应商。
公司先后通过了ISO9001质量管理体系、ISO14001环境管理体系、ISO45001职业健康管理体系、ISO50001能源管理体系,产品已通过 FDA(美国食品药品监督管理局)认证,TUV南德 ISO13485质量管理体系认证,CE(欧盟认证)等多项国际权威认证。 目前在全球八十多个国家和地区有着密切商务合作,在墨西哥成立了分公司,产品70%以上远销北美、欧洲、中东等地区,业务遍及169个国家和地区,国内合作医院373 家。并在全球各地设立了多家办事机构,形成了完整的研发、生产、营销和服务网络, 已逐步实现成为世界级医疗用品创新制造企业的宏伟愿景。
公司拥有省级企业研究院和CNAS实验室,并与浙江大学、东 华理工等知名院校,上海瑞金医院、浙江省肿瘤医院等知名医疗机构开展深度战略合作,成立临床成果转化中心。作为全球首个创面AI诊疗项目的发起单位,隆泰医疗已与鸿蓝人工智能团队完成首批试点医院的工作规划,为中国、为全球数字化医疗发展赋能。
(二)企业营运边界
1、组织边界
本报告采用运营控制权法设定组织边界,组织边界位于浙江省湖州市德清县阜溪街道双山路277号,浙江隆泰医疗科技有限公司运营范围内与温室气体排放相关的生产经营活动,包含的场所有车间、办公等相关区域。
2、核算边界
包括直接生产系统、辅助生产系统、以及直接为生产服务的附属生产系统。本报告直接生产系统包括车间等,附属生产系统包括综合办公楼。不存在设施设备的租用或租借的情况。
(三)生产工艺流程及主要设备
浙江隆泰医疗科技有限公司是一家主要从事高端医用敷料生产的科技型企业,其工艺流程见下图:
一、水胶体敷料
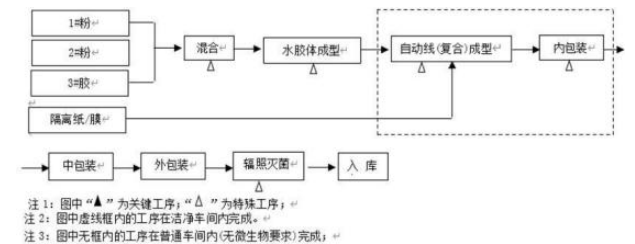
生产工艺流程图
工艺流程:
混合:将各种材料称重后放入混合设备内,加热,在一定的温度下搅拌一定的时间,达到将各种材料混合均匀的目的。
水胶体挤出成型: 将混合完成的水胶体通过螺杆挤出机在一定 的温度和速度下挤出,复合聚氨酯膜(PU膜)和隔离膜、隔离纸, 制成水胶体卷材。
自动线(复合)成型:将上述制成的水胶体卷材在复合成型设 备冲切成型,按客户的要求制成需要的尺寸和形状。
内包装:产品采用纸塑袋包装,将成型好的产品装入内袋中并 采用连续封口机封口。
外包装:将已封口的产品以若干数量装入中盒,外箱内。
灭菌:采用辐照灭菌。
二、造口袋
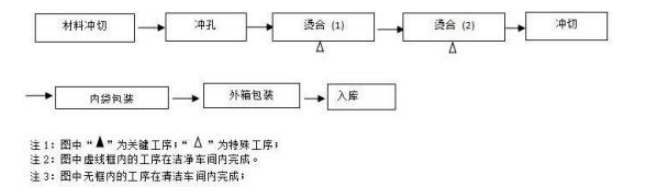
工艺流程:
材料裁切工序: 将造口袋需用的膜和无纺布材料裁切成所需要 的尺寸。主要质量控制指标:产品的尺寸。
冲孔工序:将已裁切好的材料在规定位置冲孔,主要质量控制 指标为:尺寸。
烫一道:包括活性炭与袋体的烫合,卡环与袋体的烫合,底盘与袋体的烫合及密封环与底盘的烫合。根据产品的使用性能,卡环与袋体的烫合,底盘与袋体的烫合及密封环与底盘的烫合定为特殊 工序,主要质量控制指标为:烫合牢固度。
烫二道:将袋体的各组成部分烫合在一起。该工序为特殊工序, 主要质量控制指标为:烫合牢固度。
冲边:将烫合后的袋体边缘的多余材料去除。主要质量控制指标:尺寸。内包装:非无菌产品不使用内袋,无菌产品采用纸塑袋包装。
外包装:将产品或装入内包装的产品以若干数量装入中盒,外箱内。此工序需保证产品包装的整洁程度及批号、生产日期及有效期内容的正确性。
三、无纺布敷料
工艺流程:
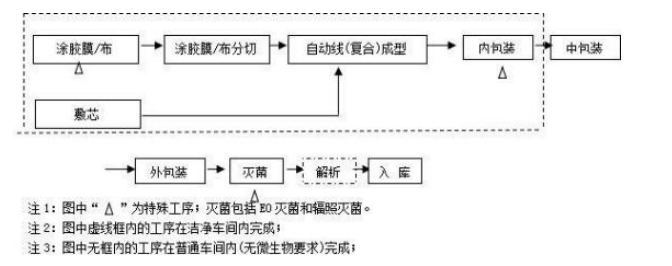
涂胶膜/布:将生产黏胶材料涂抹在膜/布上。该工序主要控制涂胶的均匀度。
涂胶膜/布分切工序:将涂胶膜/布分切成所需要的尺寸。重点监控的质量指标为:剥离强度和持粘性。
自动线(复合)成型:分切工序的黏胶卷材冲切成需要的规格 尺寸。同时附上敷芯,主要控制的质量指标为:尺寸。
装袋:将冲切成型完成的产品装入纸塑袋内。此工序需保证产品包装的整洁程度。
封口:将上述已装好产品的塑袋封口。此工序需保证纸塑袋封口的牢固度,批号、生产日期及有效期内容的正确性
装箱:将若干个已装袋的产品装入外包装中,质量控制指标: 干净,无外来杂物,批号、生产日期及有效期内容的正确性。
灭菌:采用 Co60 辐照灭菌(辐照灭菌为委外加工)或环氧乙烷灭菌,灭菌后应无菌。
随着科学技术的不进步,本行业技术日新月异,公司紧跟时代的步伐,先后淘汰高污染、耗能大、产能低的生产设备。工厂所用的生产设备以自动化设备为主,主要产品加工高度自动化作业生产线大量使用气液增压、变频控制、伺服控制以及油电混合等先进高能效技术,耗能低、效率高、质量稳定。设备清单见下表。
表 1 公司设备清单
|
序号 |
设备名称 |
型号 |
数量 |
单台功率 (KW) |
配套电机型号 |
|
1 |
泡沫烘干机 |
LT-PM-40 |
2 |
150 |
Z4-200-11 |
|
2 |
涂布机 |
KXTB1100 /2 台 KXTB600/ 2 台 |
4 |
60 |
Z4-300-11 |
|
3 |
自动成型焊接机 |
自制 |
12 |
35 |
HG-KN43J-S100 |
|
4 |
绕棉机 |
JF1200 |
12 |
25 |
GM-D |
|
5 |
敷料贴机 |
CM-200 |
11 |
22 |
HC-KFS43 |
|
7 |
立式真空捏合机 |
自制 |
10 |
30 |
HG-SR152 |
|
8 |
空调 |
16 匹、5 匹 |
100 |
8.5 |
YE3-250-4 |
|
9 |
工业冷水机组 |
TWSF0765.2FC2/3 台 TWSF0380.1FC2/2 台 RTHDC1C2D2/2 台 |
7 |
132KW/2台 461KW/3台 232KW/2台 |
YE3-80M1-2 |
二、 温室气体排放
根据《指南》的要求,本报告只核算CO2的排放量,不涉及其他温室气体的排放量。报告主体在2024年度温室气体排放总量为8271吨CO2当量。2024年报告主体温室气体排放数据详见附表1。
三、 活动水平数据及来源说明
报告中购入电网购入电量为8140兆瓦时,热力8028吨,来自采购发票。
报告主体活动水平相关数据见附表2。
排放因子数据及来源说明
电力排放因子为0.57tCO2/MWh。
报告主体排放因子及计算系数见附表3
附表1 报告主体 2024 年二氧化碳排放量报告
|
种类 |
排放量(tCO2) |
占比 |
|
净购入电力对应的排放量 |
4639.8 |
56.08% |
|
净购入热力燃烧的排放量 |
3631.2 |
43.92% |
|
企业二氧化碳排放总量 |
8271 |
100.0% |








")
")
")

